

Are you struggling to find strong pipes that can handle high pressure and stop leaks? Choosing the wrong pipe material can lead to cracks, expensive shutdowns, and major safety hazards for your pipeline system.
The electric fusion welding process uses an electron beam or electric arc to melt and join metal sheets. This advanced method creates exceptionally strong, reliable, and smooth steel pipes for demanding high-pressure industrial applications.
I have spent many years managing supply lines and designing pipeline systems for major engineering projects. I know exactly how hard it is to find a single supplier who can deliver heavy-wall, high-precision pipes on time. In this comprehensive guide, I will share my personal experience and break down everything you need to know about this vital manufacturing method.
Do your current pipelines fail under heavy stress or suffer from alignment defects during installation? Standard pipes often have weak seams that cannot withstand extreme environmental pressures, leading to catastrophic system failures.
The longitudinal electric fusion welding process joins the edges of a flat steel plate in a straight line. It creates a highly uniform pipe with very tight thickness tolerances, which ensures maximum safety under heavy pressures.

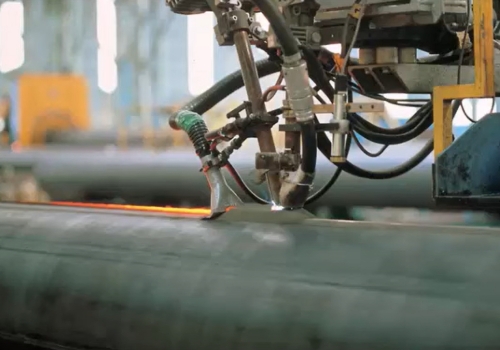
To understand this method deeply, we must look at how the steel changes from a flat plate into a high-strength tube. First, we take a high-quality steel plate and use heavy rollers to bend it into a cylinder. Next, the automated welding machine strikes an electric arc along the straight seam. The intense heat melts the base metal and the filler wire together to form a solid bond.
In my experience, this straight-seam method gives you the most predictable wall thickness. It is much easier to test a straight weld using non-destructive testing like X-rays or ultrasound. This ensures there are zero hidden cracks before the pipes leave the factory floor.
There are two main technologies used to complete this straight-seam weld. The table below shows the key differences between Submerged Arc Welding and Gas Metal Arc Welding.
| Feature | Submerged Arc Welding (SAW) | Gas Metal Arc Welding (GMAW) |
|---|---|---|
| Shielding Type | Thick layer of granular flux | External shielding gas |
| Penetration Depth | Very deep, ideal for thick walls | Medium, ideal for thin to medium walls |
| Automation Level | Fully automatic | Semi-automatic or automatic |
| Common Use | Heavy industrial pipeline systems | General construction and structural tubes |
Are you worried about the high costs and shipping delays when sourcing large-diameter steel pipes? Custom tooling for huge straight-seam pipes is incredibly expensive, which drives up your budget and slows down your project timeline.
The spiral electric fusion welding process rolls a continuous steel coil into a helix shape before welding the seams. This smart method allows factories to produce massive-diameter pipes quickly using narrow, cost-effective steel strips.

The beauty of the spiral method lies in its flexibility and mechanical strength. The machine feeds a long ribbon of steel coil into a forming head at a precise angle. As the steel twists into a tube, the electric arc welds the seam continuously.
Because the weld runs around the pipe in a helix, the stress from inner fluid pressure is distributed across the body. This means the seam experiences much less stress than a straight longitudinal seam. This geometric benefit allows us to use thinner steel to achieve the same strength, which saves a lot of money on raw materials.
These robust pipes are critical for moving fluids safely over long distances under harsh conditions.
· Chemical Processing: Moving corrosive chemicals through processing units without leak risks.
The electric fusion welding process creates strong, durable, and highly reliable large-diameter steel pipes.



















 English
English