

The LSAW pipe manufacturing process (Longitudinal Submerged Arc Welded pipe) is a highly controlled production method used to create large-diameter steel pipes for critical applications in oil and gas, water transmission, and structural projects. This article provides a detailed, step-by-step breakdown of how LSAW pipes are manufactured, including key stages, quality control measures, and industry standards.
The LSAW pipe manufacturing process begins with high-quality steel plates, typically meeting API 5L, ASTM, or EN standards.
Key Requirements:
· Steel Grade: X42 to X80 (or higher for specialized applications)
· Plate Thickness: 6mm to 40mm (varies based on pipe diameter)
· Chemical Composition: Controlled levels of carbon, manganese, sulfur, and phosphorus
· Surface Quality: Free from cracks, laminations, and heavy rust
Plate Edge Preparation:
· Milling: Ensures clean, straight edges for optimal welding
· Bevelling: Typically 22.5°–30° angle to facilitate deep weld penetration
The steel plate is formed into a cylindrical shape using one of three primary methods:
1. J-ing: Plate edges are pressed into a "J" shape
2. C-ing: The plate is further formed into a "C" shape
3. O-ing: The open edges are closed into an "O" (circular) shape
4. Expanding: The pipe is hydraulically expanded for dimensional accuracy
1. U-ing: Plate is pressed into a "U" shape
2. O-ing: Edges are closed into a circular form
3. Expanding: Final calibration for roundness and diameter
· Used for thicker plates or smaller production runs
The LSAW pipe manufacturing process relies on Submerged Arc Welding (SAW) for high-strength, defect-free seams.
Welding Parameters:
· Wire Diameter: 3.2–4.8mm
· Current: 600–1,200A (DC)
· Voltage: 28–40V
· Travel Speed: 0.8–1.5 m/min
· Flux Type: Agglomerated or fused (selected based on steel grade)
Welding Stages:
1. Internal Welding: First pass inside the pipe
2. External Welding: Reinforcing pass outside the pipe
3. Multi-Pass Welding (for thick walls): Ensures full penetration
To relieve stresses and enhance mechanical properties:
· Stress Relieving: 580–650°C for 30–60 minutes
· Normalizing: 900–950°C followed by air cooling
· Quenching & Tempering (for high-grade pipes): Improves toughness
· Hydraulic Expansion: Ensures uniform diameter and roundness
· Mechanical Sizing: Adjusts final dimensions to meet tolerances
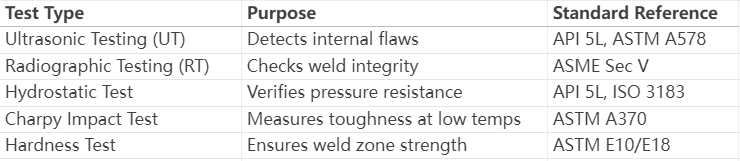
The LSAW pipe manufacturing process includes rigorous testing to ensure compliance with international standards.
Key Tests:
· End Facing: Ensures smooth, square-cut ends
· Bevelling (for welding-ready pipes): Prepares pipe ends for field welding
· External Coatings (FBE, 3LPE): Corrosion protection for pipelines
· Internal Linings (CRA, epoxy): For corrosive fluid transport
Manufacturers must comply with:
· API 5L (Oil & Gas)
· ASTM A53/A252 (Structural)
· EN 10219 (European Market)
· ISO 3183 (International)
The LSAW pipe manufacturing process produces pipes with superior strength, dimensional accuracy, and weld integrity—making them ideal for high-pressure and harsh-environment applications. By following strict production controls and testing protocols, manufacturers ensure reliability in critical infrastructure projects worldwide.
For engineers and procurement specialists, understanding this process helps in selecting the right LSAW pipes for their specific needs.



















 English
English