

Are you worried about pipeline leaks causing project delays? Weak weld seams are often the culprit. We use advanced welding to solve this risk permanently and secure your pipelines. The high frequency welding process uses high-frequency current to generate heat specifically at the edges of the steel strip. This creates a solid-state forge weld without filler metal, resulting in a bond often stronger than the parent metal itself, ideal for critical pressure applications.

I often see clients confused by different welding methods. They ask which one is best for their budget and safety needs. I will explain why this method stands out.
Traditional welding is slow and leaves large heat zones. This weakens the pipe structure. You need a faster, more precise method for large orders to keep costs down. The high frequency welding process utilizes the "skin effect" and "proximity effect." The current concentrates only on the welding edges. This minimizes heat input and increases production speed significantly compared to submerged arc welding or standard fusion methods.
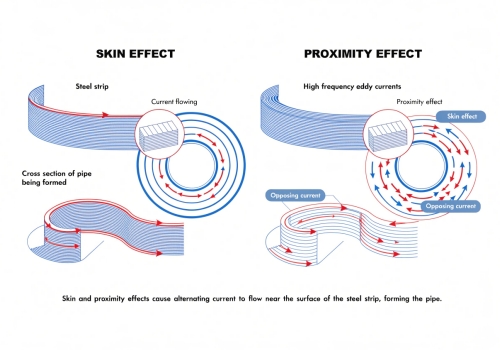
When we talk about making steel pipes at Centerway Steel, we focus on efficiency and quality. This specific welding process is the heart of our ERW (Electric Resistance Welding) pipe production. It works differently than the welding you might do in a garage. First, we do not use an external electrode to melt metal. Instead, we use a copper induction coil. This coil wraps around the formed steel pipe but does not touch it. We send a high-frequency current (usually between 100 kHz and 500 kHz) through this coil. This creates a magnetic field. This field causes electricity to flow on the surface of the steel strip. This is the "skin effect." The electricity wants to take the path of least resistance. It travels along the V-shaped edges where the strip is coming together. This is the "proximity effect." Because the energy is so focused, the edges heat up instantly. They reach a plastic state. Then, squeeze rolls push the edges together. They forge into a single piece of metal. No extra filler material is added. This makes the chemical composition of the weld almost the same as the steel pipe itself. Here is a breakdown of the key technical differences:
| Feature | High Frequency Welding (HFW) | Conventional Fusion Welding |
|---|---|---|
| Heat Source | Internal resistance (Induction) | External electric arc |
| Filler Metal | None (Autogenous) | Required (Wire or Rod) |
| Heat Affected Zone (HAZ) | Very Narrow | Wide |
| Speed | Very High (up to 100m/min) | Slow |
| Pressure | High mechanical pressure applied | Low or no pressure |
Project safety is your top priority. Using inferior pipes leads to catastrophic bursts. You cannot afford to compromise on the structural integrity of your lines. HFW pipes offer high dimensional accuracy and uniform wall thickness. The narrow Heat Affected Zone (HAZ) means the pipe retains the mechanical properties of the raw steel. This makes them perfect for conveying oil, gas, and pressurized fluids.

| Comparison Factor | HFW Steel Pipe | Seamless Steel Pipe |
|---|---|---|
| Production Cost | Lower | Higher |
| Wall Thickness Uniformity | Excellent | Varies |
| Surface Finish | Smooth (rolled from strip) | Rougher |
| Availability | High (Fast production) | Limited |
| Maximum Pressure | High (Suitable for API 5L) | Very High |
Hidden defects in welds are a buyer's nightmare. You cannot see them with the naked eye. We use strict testing to find them before shipping to your site. Quality control involves online ultrasonic testing and hydrostatic testing. We anneal the weld seam to remove stress. This ensures the finished pipe meets API 5L and other international standards required by top EPC companies.

At Centerway Steel, we take "Customer-Oriented" seriously. This means we do not let bad pipes leave the factory. The high frequency welding process is fast, but we must be sure it is perfect. First, we remove the "flash." When the pipe is welded, a little bit of metal squeezes out inside and outside. We use special tools to cut this off while it is still hot. This leaves a smooth surface. Then, we use Ultrasonic Testing (UT). This is like an ultrasound for a baby, but for steel. It looks inside the metal seam. It finds cracks or holes that eyes cannot see. If the machine sees a problem, it marks the pipe automatically. We also do a flattening test. We take a sample ring of the pipe and crush it. The weld must not crack. This proves the weld is strong. Finally, every single pipe goes through Hydrostatic Testing. We fill the pipe with water and pressurize it. We hold the pressure to simulate real working conditions. This guarantees no leaks. These steps ensure our pipes meet ISO 9001 and API standards. We have done this since 1996 to keep our global partners safe.
| Quality Test | Purpose | When is it done? |
|---|---|---|
| Deburring | Removes excess metal (flash) | Immediately after welding |
| Annealing | Softens the weld, removes stress | Post-weld heat treatment |
| Ultrasonic Testing | Detects internal flaws | Continuous online & manual |
| Hydrostatic Testing | Checks for leaks under pressure | 100% of finished pipes |
| Flattening Test | Verifies weld ductility | Batch sampling |
The high frequency welding process creates strong, precise, and cost-effective steel pipes. It ensures safety and efficiency for your pipelines. Contact Centerway Steel for reliable HFW products today.



















 English
English